首页 > 供应商机 > 钢筋焊机 性能稳定 河南隧道钢筋焊网机
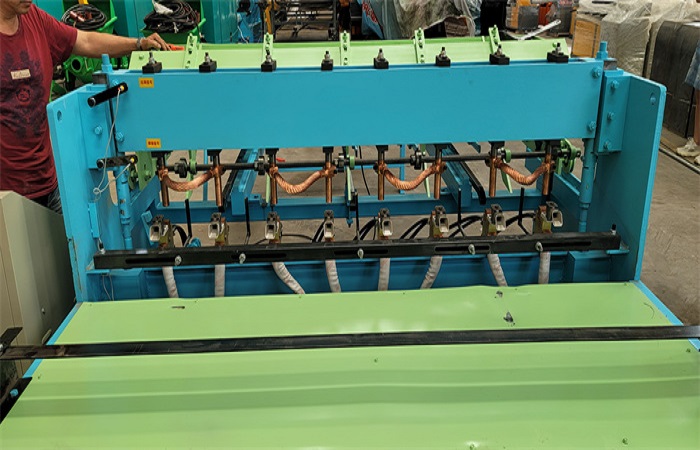
钢筋焊机 性能稳定 河南隧道钢筋焊网机
价格:0.00起
河南省艮通智能装备有限公司
联系人:卞丽
电话:18503912104
地址:河南省洛阳孟津县朝阳镇河南省
隧道钢筋网片所用到的材质多为冷轧钢筋、热轧钢筋中的螺纹钢筋,在钢筋的表面有肋筋的钢材,一般隧道钢筋网片根据不同的铺装要求需要不同的大小尺寸,宽度不会大于1.5米,长度不会大于2.0米,用到的多为小型网片,桥梁钢筋网片则不同,多采用大面积钢筋网片,不论是宽度还是长度均是隧道用网片的好几倍,因此桥梁用钢筋网焊网机和隧道钢筋网焊网机选购不同的设备。
钢筋网排焊机特点:1、每一组变压器都由单的微电脑控制,一次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。2、采用气动下压的焊接方式,焊接压力均匀,焊点牢固、稳定。3、焊接电头采用铬锆铜材料制作,使用寿命长,降低了生产成本。4、焊接气缸为高速倍增力气缸,压力均匀、速度快。5、焊接储气装置有空气过滤及油雾器,可以大大提高气动元件的使用寿命。6、增强设计的变压器可以满足高速连续焊接大号直径钢丝要求,而且没有开焊、漏焊现象。7、变压器电采用循环水冷却方式,延长了使用寿命,降低了故障率。8.为了适应用户主电力变压器的容量和减小电流冲击,焊接电力电子控制采用了一次焊接分控送电的方式,即在焊接同一排纬丝时,将焊接变压器分开工作。9、采用PLC编程控制,人性化的操作界面,易于操作及掌握。10、采用PLC控制伺服电机拉网装置,使拉网尺寸更加标准、准确。11、网片规格调整采用液晶触摸屏,所有焊接参数、生产数据设定方便、快捷。12、纬丝落料机构结构新颖,采用气动驱动自动落料,使纬丝放置更加准确,该机构结构紧凑,布局合理。13、焊接网格品种多样化。经向网格可调整相关的零部件,纬向网格调整微电脑控制,可设置多种不同的焊接间距。14、全程操作只需1-2人,大程度上降低了人力成本。钢筋网排焊机到底多少钱一台不是一句话能够说清的,不同的配置、自动控制程度等决定的成本的高低,因此市场上存在着深浅不一的价格差异,想要了解排焊机来艮通机械,技术经理为你引导选购。
排焊机优势:1、设备设计为紧凑型、“傻瓜式”操作机型,特别适合隧道钢构厂的实际使用。2、设备采用PLC单片机控制技术,分控焊接与焊接时间均由数字编程系统控制。操作更加智能化,合理化,并且具有一次压紧,分次焊接的特点,具有、省电、省工等优势。3、经济型焊接下压动力为制动电机驱动、小车拉网采用步进电机驱动。经丝与纬丝均由调直切断机调直切断。焊接采用新型焊接变压器,扩大了焊接丝经的范围。易于操作,灵活性高,是人工单电焊机的5倍多产量。4、YNWTWH-220智能型焊接下压动力为气缸,动力源为清洁型空气。整机采用新思路设计方案,采用多点程控式焊接方案、气缸来回拉网工艺,可有效降低整机占地面积。5、我公司产品在**业中率先采用智能化控制,高度集成,故障率低,焊接控制系统由我公司自主开发研究,焊接牢固、效率高、故障率低。

该设备焊接大直径钢筋网片的设备,规格尺寸一般在3.3*12米以内,工程工地现场加工撇开长途运输对于网片宽度限制,更利于工程产能安排,该设备主要焊接材质有冷轧、热轧钢筋网片,其中冷轧钢筋网片在路桥铺装、隧道衬砌、地基堤坝浇筑等领域应用广泛,基本上操作一台这种大型钢筋网排焊机只需要3-4人就能完成焊接工序,一般来说,大型钢筋网排焊机功率比较大,其结构包含自动送料、焊接主机、焊接变压器、拖网机构、控制柜等,在外行人眼中钢筋网排焊机的功能结构虽然听起来简单,但是具体操作上并不是件容易的事。

隧道排焊机产品特点:1.纬丝落料机构:采用步进电机驱动盘式装置自动落料,单根单落,使纬丝放置更加准确。 2.径丝送料机构:采用伺服电机驱动气动压紧送丝装置,将径丝送至焊接位,节省摆放径丝时间。(选配) 3.拉网机构:采用伺服电机驱动气动夹紧拉网装置,拉网尺寸更加, 拉网尺寸触摸屏输入,并可在同一张网片上设置多种纬丝间距,给客户带来灵活性和方便性;连续往复式拉网,可实现加长尺寸网 片的生产。 4.操控系统:采用松下PLC自动化控制系统,配合触摸屏输入,操作智能化、简易化。 5.焊接变压器:采用新型环氧树脂浇注式水冷焊网变压器,相较于传统变压器体积小、安全可靠性高。 6.焊接网格多样化:径丝间距可调整相关零部件,纬丝间距触摸屏输入,并可在同一张网片上设置多种纬丝间距,给客户带来灵活性和方便性。
钢筋网片焊网机不焊接的原因:1.焊接变压器发生故障,不输出电流;2.焊接柱头太脏导致接触不良,电流不能通过;3.感应焊接的传感器损坏,不能正常工作;4.控制柜断电;5.焊接的钢丝表面太脏,阻挡了电流的通过。6.铜线接触面接触不良,螺丝松动
每一组变压器都由单的微电脑控制,一次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。2、此设备采用机械电阻焊接方式,焊接压力均匀,焊点牢固、稳定。3、焊接电头采用铬锆铜材料制作,使用寿命长,降低生产成本。4、采用新型数控焊接,可以满足高速连续焊接3.8mm——6.5mm钢丝要求,而且没有开焊、漏焊现象。5、全程操作只需2-3人,大程度上降低了人力成本。6、采用PLC编程控制,人性化的操作界面,易于操作及掌握。7、网片规格调整采用数控调节,所有焊接参数、生产数据设定方便、快捷。

